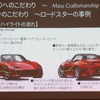


マツダのデザインコンセプトである「魂動デザイン」は、独特なボディラインと複雑な曲面が織りなす光と影の競演が、見るたびに異なる表情で魅了する。マツダの驚くべき点は、本来ならモデルやコンセプトカーのデザインクオリティを量産車でも実現していることだ。
一般的な車両デザインにおいて、外部の著名デザイナーやチーフデザイナーがデザインしたスケッチやモックと、量産される市販車のデザインは一致しない。デザイナーの理想は、車両スペックからくる開発要件やラインで大量生産するプロセス、工法が同じ方向とは限らないからだ。感覚的には、むしろそれぞれのベクトルが違っていることが普通で、その合力は「妥協の産物」と置き換えることさえできる。
マツダのコンセプトカーは、モーターショーでひときわ目を惹く存在でありながら、市販モデルがほとんどそのままの形でお披露目されることがある。なぜ、このようなことが可能なのだろうか。生産技術を少しでも知るものなら、不思議に思うだろう。
技術的な背景には、コモンアーキテクチャ、フレキシブル生産、3Dモデリング開発などいくつかあるが、マツダの工場見学会で紹介された金型の「魂動フォーム」「魂動削り」「魂動磨き」について取り上げたい。
魂動フォーム
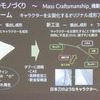
マツダ新世代カーのデザインの特徴に、流麗な曲面に突如として現れるエッジライン。しなやかなボディラインやフェンダー、リアクォーターを引き締めてくれる。しかし、曲面に対してRの小さいエッジをつくるのは簡単ではない。量産の場合、コストや効率を考えると、なるべくひとつの型で鉄板を打ち抜きたい。
複雑な形状の金型を作れたとしても、1回でそれを成形しようとすると、皺、われ、ずれが発生しやすい。そうなると、1枚の鉄板を成形するのに、曲げとプレスを分離したり、複数の型で何回か成形を繰り返す必要がある。すべてのモデルに適用するにはハードルが高い工法となる。
マツダは、プレッサーと成形工具を一体化さえた金型を使っている。全体的な曲面はプレッサーで成形し、エッジを際立たせたいところ、複雑な形状のところには押し出し式の成形工具を組み合わせることで、同時に曲面とエッジをきれいに打ち抜くことができる。
マツダはこれを「魂動フォーム」と呼んでいるそうだ。
魂動削り
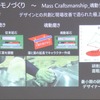
鉄板を打ち抜く金型は、車種ごとに綿密に設計され切削加工によって作られる。このとき、通常の金型マシンは、CADによって数値化された設計データを走査線上に展開される。つまり、加工用のヘッドはプリンタのように左右方向、上下方向に動く。任意の形状を考えたとき、この方法が合理的でアルゴリズムの単純となり、データ処理しやすいからだ。
マツダの「魂動削り」と呼ばれる工法は、先端が半球状になったカッターで、削り出す曲面に沿った方向にヘッドを動かす。これは、職人が手作業で型を削り出すような動きともいえる。じつは、この動きが金型の切削精度の工場させる鍵でもある。
走査線方式の場合、カッターへの切削負荷がピーキーになり、肝心の切削面の精度が出しにくい。面削りの場合、切削負荷のピークがほとんどなく、切削位置の精度が出しやすい。従来方式に比べ、位置のズレが78%低減させることができるという。
魂動磨き
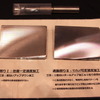
一般的な金型は、削り出し加工が終わったらヤスリや砥石によって表面を磨き上げる作業が必要だ。磨き作業は、魂動削りで作られた金型にも欠かせない。型の形状を損なわず、より細かいヤスリで表面の微細な凹凸(ざらざら)を磨き上げる。魂動みがきの精度は1ミクロンだ。
この作業にも「魂動」がつく理由がある。まず、1ミクロンの面粗度をだすため、専用の砥石を開発した。この砥石は気泡をたくさん含んでおり、微細な金属粉を気泡が取り込むことでなめらかな磨きを可能にする。研ぎ方にも工夫をしている。従来の磨き方は型のキャラクター(面と面のつなぎ)に沿った形で磨きをかけていた。魂動磨きでは、面の延長でキャラクターを作っていく。面からキャラクターに縦方向に向かって磨く。
<協力:マツダ(工場見学会)>