








20日、ヘンケル・ジャパンは自動車向けコンポジット製品のサポート強化のため、同社の技術センター(横浜市磯子区)に「コンポジットラボ」を開設し、高圧樹脂トランスファー成形システム(HP-RTM)を導入したと発表した。
発表に先駆け19日、報道関係者向けにHP-RTMのお披露目とトライアル成形のデモが行われた。ここでいう「コンポジット」素材とは、炭素繊維やガラス繊維にウレタン樹脂またはエポキシ樹脂などを混ぜ合わせて作られる繊維強化されたプラスチック材料のこと。炭素繊維を利用したものをCFRP(カーボンファイバー)、ガラス繊維を利用したものをGFRP(グラスファイバー)というが、レース車両や高級スポーツカーなどではボディ全体やルーフ・ドア・ボンネットなどに採用されることが多いが、グローバルで高まるEV・PHEVのニーズがこれを後押ししている。
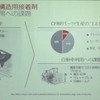
近年は「エネルギー問題、人口問題など持続可能な社会を考える上で、コンポジット素材による軽量化ニーズが広がっている」と、ヘンケル 自動車用コンポジットプロジェクト統括マネジャー フランク・カーステン氏はいう。一般に、現在の平均的な自動車の総重量に対する樹脂製品の比率は10%を越えているといわれている。2020年には18%に達し、このレベルになると自動車の総重量は現在より減ってくるとも言われている。
たとえば、2014年にボルボカーズがXC90のリアサスペンションに樹脂製のリーフスプリングを採用している。ボルボカーズは、これによりショックアブソーバーの全長を短くし、コイルスプリングの部分のスペースと合わせて荷室・後部座席の空間を広げている。サスペンション部分だけで4.5kgの軽量化を実現している。金属製品から樹脂製品にしたことで、振動やノイズに対する特性も改善できたという。
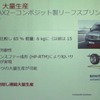
ダイムラーも商用バン「スプリンター」のサスペンションもコンポジット素材によるリーフスプリングを採用し、15kgあったスチール製スプリングに対して6kgと65%の軽量化を実現している。なお、これらのリーフスプリングは、トラックや古いクルマに採用されているような車軸に対して直交する形に配置するものではなく、車軸に平行する形に配置されるタイプとなる。
この2社に樹脂製のリーフスプリングを供給しているのはベンテラーSGLというサプライヤーだが、ベンテラーSGLは、ヘンケルのコンポジット素材「ロックタイトマックス2」を使っている。ヘンケルは、他にもホイール、コイルスプリング、ドライブシャフト、スタビライザー、ルーフなどの外装パーツなども、メーカー、サプライヤーのニーズに対応している。
しかし、CFRP・GFRPというと競技車両や高級スポーツカーなどの部品というイメージが強く、コスト的な問題があるように思える。この点についてヘンケル・ジャパン トランスポート&メタル事業本部技術サービスグループマネジャー 古永博之氏は「CFRPパーツの生産コストのうち50%を占めるのは製造・組み立ての工程。炭素繊維やマトリックス樹脂(ウレタンやエポキシ)の単価を下げるよりも、部品やコンポーネントとしての全体コストとして考えている」という。
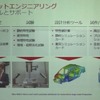
XC90に採用されたグラスファイバーとウレタン樹脂を組み合わせたコンポジット素材は、ひとつの射出成形システムで一度に12本のリーフスプリングを短時間で作ることができる。パーツあたりの製造サイクルタイムは30秒ほどだという。さらに同社は、ファイバー素材を作る技術、コンポジット素材を作る前のプレフォーミングのためのバインダと呼ばれる混合物(接着剤)の技術、マトリックス樹脂の技術、射出成形技術、表面処理技術、接合技術までカバーする。「コンポジット素材の開発から量産ラインまで総合的なソリューションを提供できる(古永氏)」のが同社の強みだとする。
そのひとつが、今回発表された「コンポジットラボ」となる。ここではメーカーやサプライヤーの要望に応じ、さまざまなコンポジット素材の提案、ソリューションのサポートをしてくれる。ラボに設置された380トンのプレス機、2液タイプの射出成形システムで構成されたHP-RTMは、CFRP・GFRPのサンプルやプロトタイプを制作する。プレス機は1.3m×1.3mの範囲で金型を設置できる。
メーカーやサプライヤーは、コンポジット素材で要件を満たす部品が作れるか、どんなラインにすればいいか、どんなプロセスにすればいかを検討、相談できる。
トライアル成形では、グラスファイバー素材のプレフォーミングを使って、ウレタン系のGFRPの平板を実際に作ってみせてくれた。金型にファイバー素材に特種なバインダをスプレーしたプレフォーミングをセットし、システムを起動させるとプレス機の圧縮が始まる。金型の中央にはマトリックス素材を射出する穴があり、プレスと同時に高圧(13Mpa:メガパスカル)で樹脂が射出される。2液は混ざるとすぐに反応し、硬貨が始まる。硬化時間そのもの30秒程度だといい、金型が降りてきて持ち上がるまでは2分弱といったところだ。
射出成形によるCFRP・GFRPは大量生産も可能である。原料コストの問題は残るが、製造工程全体でコストダウン、時間短縮、CO2削減が期待できれば、EV化が急務とされる各自動車メーカーにとって鋼板からの置き換えとして樹脂素材がさらに注目されるだろう。





















![2025年の新車販売456万台、ダイハツ回復も6年連続500万台割れ[新聞ウォッチ]](/imgs/sq_l1/2173787.jpg)

