日産が2日発表した新しい対向式ダイレス成形技術は、これまでのインクリメンタル成形を発展応用したもの。金型を必要としない板金加工技術で、少量生産、とくに型や設計図が消失したパネルの製造が可能になる。
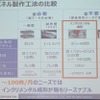
自動車に使われる鋼材部品は、ボディフレーム、インナーパネル、ドアやルーフなどのアウターパネルなどがあるが、通常1枚の鋼板を型でプレスすることで立体的な形状にする。巨大なプレス機や広いラインが必要(大型のものでテニスコート8面分ほど)だが、同じ形のパネルを大量生産するには、金型を起こして短時間に打ち抜いていくほうが効率がいい。
自動車の生産には欠かせないものだが、複雑な形状を誤差なく大量に再現できる金型の製造にコストがかかるのが難点だ。近年多くのOEMメーカーがボディフレームを共通化するプラットフォーム構造を採用する理由のひとつでもある。それでも車種やモデルごとに形状が異なるアウターパネルは個別の金型が必要となり、市販車開発の自由度を下げることもある。
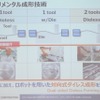
インクリメンタル成形は、このような課題に対する対策として開発されたもので、これまでは単一工具(小さいハンマーのようなもの)で板を叩いて凹ませていく方法(1ツールダイレス)か、汎用的な台座か簡易的な型(ダイ:Die)を使って凹凸を作っていく方法(2ツール1ダイ)という方式が一般的だった。工具の制御は通常のNC盤で行う。
日産の新しい技術は、鋼板の両側に工作ロボットを配置し、2つの工具を使って凹凸を作るというものだ。工具の向きは、両側から3次元的に制御できるので、型やダイがなくても任意の形状の加工ができる。叩く工具は、このために開発したという。従来のインクリメンタル成形用の工具より精度を高く加工し、ダイヤモンドコーティングと鏡面加工によって、成形部分の微妙なシワ、打痕、模様、傷が極力残らないようにした。作りたい形状ごとに、先端形状も何種類か作っている。
形状によっては、1ツールダイレス、2ツール1ダイといった加工と組み合わせることができるのも、この技術の特徴だ。
ロボットを制御するには、対象の3次元モデリングデータ(点群データ)が必要となる。設計図があれば、そこからモデリングデータを生成することが可能だが、現物があればそれを3Dスキャナでスキャンすればよい。工作ロボットは特殊なものである必要はないが、ポイントはほしい形状を作るための2台のロボットの工具の向きや位置、叩き方などプログラム(ソフトウェア)の作り方にある。この技術のノウハウは、ソフトウェアの作り込み方法に集約されているといってもよい。
叩き方については、加工の順番だけでなく、残量応力や変形後の強度、特性変化も考慮した制御が必要だという。ノウハウの収集は大変だが、逆に言えば、プログラミングの知見やノウハウがあれば、成形できる形状にほぼ制限はない。任意の部品をワンオフから少量生産、注文生産に対応できる。
昔、バイクの名チューナーの名前をとって「ヨシムラの手曲げマフラー」という商品があった。製品としては実際に手で曲げていたわけではないが、原型が職人チューナーの試行錯誤で生まれた(当時としては)機械で作れない形状と性能だったということだろう。
日産の対向式ダイレス成形は、いわば工作ロボットによる「ロボット曲げ」加工だ。いまはプログラムによる制御だが、対向工具の制御ノウハウが蓄積されれば、将来的にはプログラミングの自動化・半自動化の可能性もある。AI技術を応用すれば、汎用的な板金職人ロボさえできるかもしれない。
現状の課題は、金型プレス成形に対して、圧倒的な遅さだ。デモで加工したスカイラインのリアインナーパネルは1枚あたり20時間かかるという。そして、形状ごとに必要な加工のためのプログラミングノウハウの収集がある。作業速度については、ロボットの高速化や加工方法の工夫によって改善していく。もともとが少量生産、注文生産のための技術なので、ラインでの量産速度と比較してもあまり意味はない。
対向式ダイレス成形は、日産内部では5年ほど前から研究されており、コンセプトカーやプロトタイプの作成にも利用していた(インフィニティ『Prottyep9』のボディなど)が、高まる少量多品種化ニーズへの対応と、旧車オーナーやアフターマーケットの声に応えるため、この技術を商用展開したいとしている。たとえば、名車、ビンテージカーオーナーやショップは、新品の板金が手に入るなら10万円でも買うという。成形時間の短縮と合わせて、まずはこの金額をターゲットにビジネス化を狙いたいとする。
金型もなく、設計図もちゃんと残っていないような部品は、たしかに値段がつきにくい。ビジネスとしての可能性はあるが、じつはこの技術は、業界でもっと深刻な問題になっている金型保存の負荷を軽減してくれる可能性がある。
現在、サプライヤーや下請け工場は、生産を中止した過去モデルの金型の保存が問題になっている。町工場レベルになると金型保管は経営を圧迫する要因だ。使えるように保管するには場所代以上にコストもかかる。年数によっては固定資産計上しなければならず、お金を産まない資産がたまる一方だ。メーカーは、生産が終わっても一定の年数は補修部品等のためなかなか破棄を許可してくれない。
この技術を、サプライヤーレベルまでライセンスできれば、金型破棄の基準を緩めることができるかもしれない。日産も、オーダー商品だとしてもビジネスとして成立させるには、ある程度のボリュームが必要だ。日産の工場だけで対応するより、ライセンスによりアウトソースする意味はあるはずだ。金型保管問題にどの程度効果があるかは、現段階では不明だが、可能性があるならぜひ検討・推進してほしい。